實木拼板 如何有效防止翹曲變形的發生?
近年來,在實木傢俱的製造上,尺寸較大的部件常採用實木窄板和小料膠拼而成的實木拼板來製作,這不僅可以緩解優質實木資源供需的不足,同時也能滿足實木及其製品日益增長的市場需求。
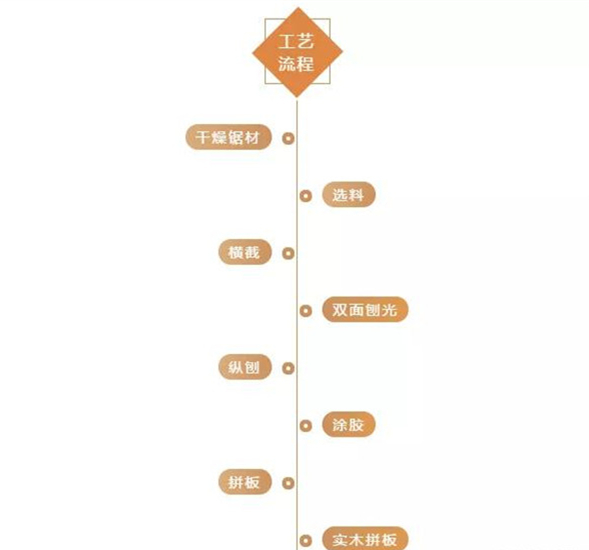
1、實木拼版工藝流程
實木拼板易出現諸如翹曲、變形、開裂等質量問題。本文通過分析影響實木拼板質量不穩定的主要因素,總結提高拼板穩定性的方法,以此來解決實木拼板翹曲變形等質量問題。
2、實木拼板常見的質量問題
我國目前尚無相應的實木拼板標準,大部分企業和用戶多關注實木拼板的外觀,而對錶面翹曲變形、膠層開裂、指榫脫落斷裂等質量問題缺乏檢驗標準和管理方法。
不少企業往往採用簡單的修補方式來遮掩,這在一定程度上影響了實木拼板行業的發展。因此,探討如何保證形狀穩定、減小變形等是提升實木拼板質量的關鍵所。

3、影響實木拼板尺寸穩定性的因素
木材因素
木材在沒有外力作用下會發生開裂變形,主要是由於木材內部存在內應力所造成的。實木拼板中的內應力除了木材單元本身的內應力外,還有木材單元之間的應力——拼板過程中產生的內應力。

而這些又與材料的密度、含水率、表面粗糙度、拼接方式、膠種、塗膠量、膠合壓力以及空氣中的溫度和溼度等相關。
塗膠量
當塗膠量過低時,會出現缺膠和膠黏劑分佈不均勻等現象;當塗膠量過高時,膠層過厚,膠層固化時體積收縮會產生內應力又會破壞膠黏劑的內聚力,降低膠合強度。
膠合壓力
加壓有利於膠液充分滲透,使膠液與木材活性分子結合,形成均一的膠膜。但不合適的壓力又易使膠液擠出,產生缺膠、透膠現象,同時較大的壓力會使材料變形嚴重而形成更大的應力。

由此可見,消除材料的內應力,提高實木拼板的尺寸穩定性可以從原材料和工藝等方面入手。
4、提高實木拼板尺寸穩定性的方法
基於上述原因,可以根據實際情況在配料、含水率控制、塗膠量和膠合壓力等方面有針對性地採取相應的措施來改善實木拼板質量。通過前期研究,發現可以從以下幾點進行改進:
合理配料
製作實木拼板時,應該儘量採用同一樹種或者氣幹密度差不超過0.2g/cm³的木材,儘量避免密度和收縮率相差大的木材,這樣可減小板材的內應力。
由於木材是各向異性的材料,且徑向吸溼變形比弦向小,因此在拼接時相鄰窄板條的弦、徑向的紋理要進行合理的搭配,避免出現過多的弦向材。
控制含水率
在對實木窄板進行拼板前,應該根據產品使用地的含水率來控制其最終含水率。有研究表明木材含水率控制在5%~10%時,膠合強度最高,同時要特別注意相鄰的拼板窄條的含水率差不宜太大。

一般來說,將木材含水率偏差控制在2%以內,可以有效地減少木材的幹縮應力。
使用合適的塗膠量
在膠黏劑固化的過程中,膠合層會產生收縮和內應力而導致膠合強度降低,且塗膠量越大所產生的內應力越明顯。
一般來說,可將單面塗膠量控制在180~300g/㎡以內,而雙面塗膠的每面在140~220g/㎡以內較合適。
採取合理的膠合壓力
有研究顯示,硬質木材的拼板膠合壓力應控制在10~15kg/c㎡左右,而軟質木材膠合壓力應控制在5~10kg/c㎡左右。
同時,爲了防止實木窄板在膠合時出現翹起或隆起,常在膠合方向的側面施加0.1~0.2MPa的壓力。

項目動態
- 週年慶 | 攜手二十二載,BOB竞猜网站因你而精彩!
- 2018年,暖心尾牙宴,精彩BOB竞猜网站人!
- 製造業減稅令來了!傢俱行業或將上演“起舞2019”?
- 【放假通知】端午安康!!
- 實木傢俱中的“潛規則”!
- 白巖鬆:讀書,讓我沒有變成自己討厭的人
- 消費呈現5大發展新趨勢,強大的國內市場正在形成!
- 木材危機!俄羅斯18萬人簽名要求暫停對中國出口木材!


聯絡方式:
- 總部地址:廣東省東莞市大嶺山鎮太公嶺村渭興路13號
- 電話:0769-85658611
- 傳真:0769-83356955
- 右郵編:2853592171@qq.com